一、設備簡介:
1.1 設備功能和原理介紹:
托盤式動力電池激光封口機主要由進出料機構、振鏡激光清洗機構、上密封釘機構、封口焊接機構、機架機罩、3000W 激光器(焊接)、50W 打標機(清洗)、冷水機、煙霧凈化器等組成。
具備以下功能:托盤上料,自動清洗、自動裝載密封釘、自動焊接、不合格品信息上傳至MES(本工序不取出,下工序取除),除煙等功能。
1.2 設備動作流程:
清洗工位:托盤定位→掃碼→測距→CCD定位→激光清洗
點焊工位:托盤定位→測距→CCD定位→上料點焊
滿焊工位:托盤定位→測距→CCD定位→滿焊→復檢
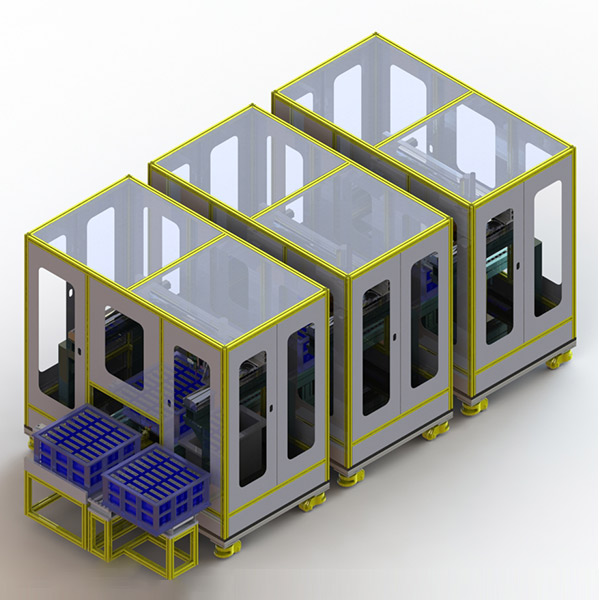
1.3 總體結構 (布局圖)
精簡為三個工位、另外設備需配備除塵機(品牌可以用匯樂)
注 1:冷水機組與焊接系統可分開放置,具體按客戶要求指定位置安裝。
2:電池來料為托盤電池。
托盤尺寸: 240mm(depth) *1070mm(length) *450mm(width)(尺寸暫定,會適
當微調)
單托盤內電芯數量: 32pcs/盤,電芯全過程夾緊,電芯間加限位塊及隔板
整托盤重量: 200Kg

3:設計尺寸以實際為準。
設備外形尺寸(L*W*H/mm):≤5300*4200*2500mm(盡量做小一些參考10m*2m*2m)(最終尺寸會以設計圖紙為準,燈塔最頂端高度離地面 2500mm)獨立電控柜尺寸:1200/600/1900mm(不做獨立電柜,集成設備中) 設備總重:2500KG。
1.4 產品技術特點:
1. 自動上料功能;自動激光清洗(清洗部位來料不能有結晶或其它固態異物且不能有大量電解);
2. CCD 密封釘自動上料裝配功能(來料膠釘不能影響裝配后釘子裝配效果);
3. CCD 自動找焊縫,密封釘自動激光焊接功能(注液口與釘子的配合間隙單邊 0.07-0.1mm);
4. 不良品自動排除功能;
5. 具備條碼掃描功能和將焊接參數與電池條碼綁定儲存功能。
1.5 工位功能介紹
1.5.1托盤進料/出料:
a)功能:將托盤按一定的速度導入到指定的位置
b)要求:線體不卡托盤,停止位準確,超時未到達目標地址時報警
1.5.2托盤定位
a)功能:將托盤限定在固定的位置
b)要求:定位準確,定位工站與主線完全分開,不受主線震動干擾
1.5.4 CCD 定位
a)功能:精確識別膠釘孔的位置以及識別電芯來料是否有異常
b)要求:所有工位都要求 500 萬像素,品牌統一為 Basler 等一線品牌;當識別到
膠釘孔異常時(來料無膠釘、漏拔膠釘、斷釘),報警記錄異常信息并傳遞至下一個工序
1.5.5激光清洗
a)功能:去除注液孔焊接位置表面的污染層和氧化層
b)要求:不破壞基底材料,清洗的污染物被迅速抽走, 此工位需配有金屬粉塵吸
取裝置;清潔區域為蓋板注液孔φ10±2mm 位置,涵蓋φ10 處 1mm 高度的臺階;具體
清洗工藝必須軟件可調,包含時間、速度、范圍等;清洗過程中,整體機械部無明顯雜
音,運行平穩無抖動;
1.5.6激光點焊
a)功能:將注液孔罩固定在注液孔中
b)要求:不能出現漏焊、焊偏、焊穿; 自動識別待焊目標并完成焊接,焊接目標:
φ10 的標準圓,焊接材料為鋁和鋁,焊接位置為四個象限點,對稱點焊,點焊前需首先
壓住密封蓋;電池在托盤中存在一定的高度差,焊接前需進行測距,能自動調整焦距,
精度為 0.01mm;此工位需配備有吸煙除塵裝置,吸取焊接過程中產生的煙塵和煙霧;
此工位支持 I/O、 DeviceNet 等端口通信,并預留 20 個 I/O;

1.5.7激光滿焊
a)功能:將注液孔罩密封住注液孔
b)要求:焊接平臺激光器指定采用型號為 TruPulse 3002 的通快激光器,不能出現
漏焊、焊偏、焊穿; 自動識別待焊目標并完成焊接,焊接目標:φ10 的標準圓,焊接材
料為鋁和鋁;焊接偏離誤差:≤0.1mm;電池在托盤中存在一定的高度差,焊接前需進
行測距,能自動調整焦距,精度為 0.01mm;此工位支持 I/O、 DeviceNet 等端口通信,
并預留 20 個 I/O;
1.5.8注液孔罩上料
a)功能:將投放的膠釘有規則的排列, 注液孔罩外形參考如下:

b)要求: 注液孔罩按規則排列整齊
1.5.9過程檢測及預防
a)功能:預防及探測封口過程中的異常
b)要求:設備具有識別電芯不同來料狀態而作出正確判斷:當識別電芯來料無膠
釘時,不進行封口作業;當識別電芯已焊注液孔罩時,不進行封口作業;當檢測不良品
數量超過閾值時自動停機報警,復檢要求能識別焊爛、打點未焊、無蓋帽不良,不允許
漏判,誤判不能超過總不良品的 5%
1.5.10設備需要有激光防護,并有觀察窗, 觀察窗口玻璃要求為防輻射玻璃
1.6電箱
a)功能:用于設備的電器安裝、接線、控制。
b)配置:與設備集成在一起電箱 1 套,電箱集成到設備內部。
c) 電箱和設備主體之間走線槽連接。
1.7 設備主要元器件選用品牌表:
序號 | 名稱 | 品牌 | 備注 |
1 | 導軌 | 上銀/THK |
|
2 | 工控機 | IEI |
|
3 | 氣缸 | SMC/CKD/亞德客 |
|
4 | 傳感器 | 松下、歐姆龍、基恩士 |
|
5 | PLC | 歐姆龍、基恩士,松下 |
|
6 | 伺服電機 | 安川、松下 |
|
7 | CCD | 500 萬像素,品牌統一為 Basler 等一線品牌 |
|
8 | 觸摸屏 | 維綸 |
|
9 | 掃碼槍 | 基恩士 |
|
10 | 激光焊接機 | 統一使用通快 TruDisk3002 雙光路激光器 | 3 臺(自動線 2 臺手工線 1 臺) |
光纖LLK-D 型標準插頭, 200um 芯徑,長度 30 米 | 8 條(自動線 4 條,手工線 2 條,備用 2 條) |
焊頭型號: PFO33 | 7 臺(4 臺自動線, 2 臺手動線, 1 臺備用) |
冷水機:選用通快指定品牌、型號 | 4 臺(每臺激光器配一臺,備用 1 臺) |
三、設備技術參數:
性能參數:
l 設備產能/速度:6PPM;
l 整機產品優率:≥99%(僅由設備原因引起的不良率品,來料問題除外);
l 整機設備故障率:≤1%(僅由設備造成的故障);
電機最大走速:≥120mm/s
l 焊接Z軸機械行程≥100mm,調節顯示分辨率 0.05mm;
l 保護氣:環形吹掃,氣流量可調節。
四、設備通用配置和標準
4.1 設備外觀顏色:統一為暖灰色,標準色號為 Pantone Warm Gray 1C,需與買方提供的標準色板比對,并由買方書面認可(采用不銹鋼外觀需要具體設備指明);
4.2 設備外表及觸摸屏窗口等不能有賣方的名稱和標志;
4.3 離操作位或設備外壁 1M 測量,設備噪音≤75 db;
4.4 設備符合國家有關機電設備的安全標準,符合買方有關安全代碼所要求的各項安全標準和要求。如皮帶、齒輪等運動、危險部分需要有安全保護措施以及標準安全警示標志,電器布局要合理、安全,高低壓及強弱電線6路分開等
4.5 急停開關外必須設置擋圈,防止誤碰造成人員或物料損傷;
4.6 設備運動部分需要人工維護的開關門必須設置門禁;
4.7 電箱及管路需有防腐蝕的保護措施,真空進入口加裝真空過濾裝置,防腐蝕性液體進入真空系統;
4.8 所有部件的設計需符合人機操作原理,外形整潔、大方。文字和顏色同時標示“真空管”-無色透明、“壓縮氣管”-藍進黑出、“高壓管”-紅色于設備部件、管道接口;
4.9 設備配有的 PLC 或工控機有與外部系統的通訊模塊及彩色觸摸屏,通訊接口必須配有以太網端口
7.設備驗收條件
7.1.隨機提交文件、工具及備件清單:
序號 | 物料(資料)名稱 | 份數 | 提交時間 | 備注 |
1 | 專用調試及維修工具 | 1套/臺 | 交貨時 | 工具等 套/臺 |
2 | 設備操作手冊:(包括如下) 2.1設備說明及使用說明書; 2.2設備維修與保養手冊: 設備工作原理簡介; 機械總布置圖、元件裝配示意圖; 潤滑保養規范; | 1套 | 交貨時或設備交付使用之前 | 電子文檔 |
3 | 裝箱清單及產品合格證 |
| 交貨時 |
|
4 | 電氣原理圖、PLC程序圖 | 1份/臺 | 收到全款后 |
|
5 | 易損件及備件圖紙 | 1份/臺 | 交貨時 | 部分易損件提供PDF尺寸圖紙 |
7.2.驗收文件: 設備預驗收文件、設備終驗收文件。
7.2.1.驗收型號: 適應范圍內的指定型號
7.2.2.驗收依據:根據技術協議及商務合同驗收。
7.2.3.預驗收合格標準
7.2.3.1.預驗收在乙方現場進行;
7.2.3.2.設備內容齊全、完好,符合合同和技術協議的有關規定;
7.2.3.3.預驗收主要對設備的各項功能,技術指標和外觀等進行驗收,對預驗收不合格項,按照甲方提出的要求進行進一步調整,調整完成經甲方同意后發貨;
7.2.3.4.預驗收形成驗收紀要;
7.2.4.最終驗收合格標準
7.2.4.1.用于驗收試機的材料符合本協議的要求;
7.2.4.2.設備連續生產一月后正式啟動驗收;
7.2.4.3.驗收由雙方指定工程技術人員參與并共同簽署驗收合格報告。
8.甲乙雙方權利和義務:
| 序號 | 項目 | 責 任 方 | 備注(“○”表示承擔方) |
|---|
| 甲方 | 乙方 |
|---|
| 1 | 基礎施工 | О |
| 需要時請實施 |
|---|
| 2 | 在乙方現場調機物料 | О |
| 接到乙方通知時提供 |
|---|
| 3 | 運輸 |
| О |
|
|---|
| 4 | 卸貨搬運 | О |
| 放置安裝位置并固定。 |
|---|
| 5 | 設備配套條件 | О |
|
|
|---|
| 6 | 空氣配管施工 | О |
| 要求氣壓穩定,氣源滿足相關參數要求。 |
|---|
| 7 | 電氣施工 | О |
| 要求獨立電源開關 |
|---|
| 8 | 安裝調試 | О | О | 安排相關操作人員、維修人員及技術人員配合。 |
|---|
| 9 | 培訓: 11.1培訓操作人員和保全人員正確 操作該設備,保全員工能正確快速 處理設備故障; 11.2培訓內容包括整個控制系統、 機械系統的保全知識并提供培訓資 料; 11.3培訓效果:操作人員熟練操作, 保全人員能夠處理一般常見故障。 | О | О | 甲方需指定操作人員、 維護人員。并且固定,不能隨意更換;提供兩次免費培訓機會(在甲方進行培訓),第三次收費:差旅成本費用。 |
|---|
| 10 | 保密條款: 12.1雙方對對方提供的任何技術資 料文件負有保密的義務,未經對方 許可,不得以任何方式傳送或泄漏 給第三方; 12.2甲方承諾不自行、也不允許其 他第三方仿制該類設備,否則承擔 因此給賣方造成的一切損失。 | О | О |
|
|---|
| 11 | 售后服務: 13.1從最終驗收紀要簽字之日起, 十八個月內乙方負責非人為故障免費及時保修(乙方應在接到甲方通知后24小時趕到甲方現場); 13.2超過十八個月,乙方應及時修理,僅收取成本費; | О | О |
|
|---|
| 12 | 產品更新: 因乙方技術發展,設備的升級和性能改善,應甲方的要求乙方應負責升級,乙方僅收取改造成本費 | О | О |
|
|---|
9.知識產權
9.1. 本技術協議所涉及的產品造型及甲方提供的設計圖紙和其他資料中所包含的知識產權為甲方所擁有,未經甲方許可,乙方不得向任何公司和個人泄漏,否則由此產生的一切損失由乙方負責;甲方僅同意乙方基于本技術協議項下的目的使用甲方所提供的一切資料和信息。
9.2. 乙方同意其不會將甲方所提供的設計圖紙和其他資料或信息用于非本技術協議以外的其他目的,否則甲方有權追究乙方相應的責任;
9.3.對于該設備的設計圖紙及專利為乙方所有,甲方不得讓其他廠家或自行抄襲,生產該設備。
10. 糾紛解決
由本協議引起的或與本協議有關的爭議,雙方均應通過協商或調解解決。如果協商或調解在兩個月內未取得任何雙方可以接受的結果,則上述爭議應通過仲裁解決,仲裁依據《中華人民共和國合同仲裁條例》進行。
11. 違約與責任
甲乙雙方必須嚴格履行各自的義務,在一方違背協議基本條款的情況下,另一方有權終止協議,并有權向對方索賠,索賠金額按經濟合同法相關條款執行。
12. 其它
12.1本技術協議及其附件作為設備制造和驗收的依據與定貨合同同等有效;
12.2.本協議一式兩份,甲方保存一份,乙方保存一份。自雙方授權代表簽字、蓋章之日起正式生效。
12.3.本技術協議未盡事宜雙方協商解決。